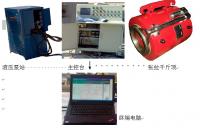
先张法智能张拉设备主要由台座、液压泵站、张拉千斤顶、拉杆、活动梁和主控台组成,由主控台控制液压泵站往各千斤顶供油,使千斤顶往前拉动拉杆,实现对钢绞线的张拉工作。
拉伸同步的控制
一台油泵同时供4台千斤顶工作,当整个系统里的某台千斤顶的荷载或摩擦力不一样时,就会引起其他千斤顶运行速度不一致。此时由千斤顶上的位移传感器的实时数值反馈给主控台,跟其他千斤顶的位移传感器实时数值对比,通过单向球阀的通断来控制运行速度不一致千斤顶的行程,使其供油的千斤顶的运行速度跟其他千斤顶运行速度相一致,从而达到同步张拉的目的。
张拉力同步的控制
钢绞线张拉时,从0~80%的应力范围内其张拉力和伸长量基本成正比关系的。当采用张拉力控制同步时,必须取消位移传感器同步的控制,单独采用张拉力控制同步。同样,当某台千斤顶的张拉力与其他千斤顶的拉力差值超过设定值时,通过单向球阀的通断来控制张拉力不一致千斤顶,等待其他千斤顶的拉力一致后再一起同步张拉,保证系统控制下的千斤顶张拉力同步。
工作程序
所有的张拉施工设备安装就绪并连接好张拉杆和钢绞线后,并预紧所有钢绞线后,即可启动同步系统进行同步张拉。张拉过程中,由各千斤顶位移传感器反馈的信息,经主控台对比计算,控制各千斤顶的位移同步达到设计要求的误差范围。程序设计时设定为千斤顶活塞伸出285mm时自动停止该千斤顶的供油,同时主控台记录该千斤顶停止时的各项张拉数据。当所有千斤顶走完行程并自动停止后,控制页面弹出对话框,张拉系统暂停工作。把各千斤顶的过渡支架内的螺母旋至台座端面,拉紧拉杆。按屏幕控制页面对话框上的“倒顶”键,各千斤顶自动卸压并回顶。当各千斤顶都回程到底,系统自动停止供油后,控制页面弹出对话框。再把各千斤顶外的张拉螺母旋至千斤顶的球型支座上,按屏幕控制页面对话框上的“继续张拉”键,各千斤顶根据控制应力继续同步张拉。当第二次张拉满行程后还不够控制应力时,可以重复以上的操作进行第三次、第四次张拉,直到设计的张拉控制应力。程序设计时设定千斤顶行程至285mm时或张拉到控制应力时都自动停机并弹出对话框。
当倒顶后进行第二次张拉时,系统根据各千斤顶倒顶前的最高数据连接张拉,第二次张拉的活塞伸长量以第一次停止张拉时的油压的活塞伸长量作为初伸长量。继续张拉的伸长量累加作为最终计算的钢绞线伸长量,各阶段的油压值作为第二阶段的起点与监控参考。当各千斤顶张拉至设计控制应力后,系统自动停止张拉并持荷,弹出对话框,同时保存各项张拉数。查看屏幕的控制页面各项监控数据,都基本合格后,把各千斤顶的过渡支架内的螺母旋至台座端面,拉紧拉杆。按对话框上的“结束张拉”键,各千斤顶自动卸压并回顶,钢绞线与拉杆以锚固螺母锚固于台座的端面。卸下张拉螺母与千斤顶,即结束一组钢绞线的先张法张拉。